
- La cartographie flux (VSM) identifie les goulots d’étranglement et les files d’attente pour réduire les délais.
- Elle intègre flux matière, information et données pour éviter les décalages et faux diagnostics.
- Mesurer lead time, valeur ajoutée/non-valeur ajoutée et WIP permet de cibler les actions prioritaires.
- La VSM se concentre sur un périmètre clair et homogène pour rester lisible et efficace.
- Un état futur doit viser à réduire attentes, variabilité et reprises pour fluidifier le flux.
- Prioriser les actions selon l’impact sur le goulot garantit des gains rapides et visibles dès la première semaine.
Vous avez des délais qui s’allongent, des « urgences » tous les jours, et pourtant la charge n’a pas explosé. Ça sent le flux qui se bouche quelque part. En mission, je vois souvent la même scène : chacun optimise son poste, mais personne ne voit la route complète, avec ses files d’attente, ses retours qualité et ses informations qui arrivent trop tard. La cartographie des flux (VSM) sert à ça. Pas à faire un schéma joli, mais à prendre des décisions sur le temps, le stock (WIP) et la capacité, dès la semaine prochaine.
VSM et cartographie flux : la définition utile (et ce que ça change vs un flowchart)
Une VSM vous force à regarder un flux de bout en bout, en mettant la matière, l’information et les données au même endroit. C’est précisément ce mélange qui rend visibles les vrais blocages. Et c’est aussi ce qui fait la différence avec un simple diagramme d’étapes.
Flux matière, flux d’information, flux de données : pourquoi la VSM met tout sur la même route
Le flux matière, c’est ce qui se déplace physiquement : pièces, colis, dossiers papier (oui, ça existe encore). Le flux d’information, c’est ce qui déclenche et pilote : commande client, ordre de fabrication, validation ADV. Et le flux de données, c’est ce que votre système enregistre ou calcule : statuts dans l’ERP/CRM, horodatages, niveaux de stock.
La VSM les met sur une seule carte parce que c’est souvent là que ça coince. La matière attend parce que l’information arrive tard. Ou l’information est bien là, mais mal traduite dans le système (champs manquants, statuts flous). Le classique « c’est prêt mais pas libéré » vient presque toujours d’un décalage entre flux.
Cette vue globale évite les faux diagnostics. On conclut vite à un « manque de capacité », alors que le problème est une règle de priorité bancale ou une validation qui s’empile en file d’attente. La VSM oblige à relier cause et effet sur une ligne du temps, sans se raconter d’histoires.
Ce qu’on mesure vraiment : lead time, VA/NVA, WIP et goulot d’étranglement
La cartographie des flux vise trois chiffres qui parlent à n’importe quel dirigeant : temps de traversée (lead time), temps à valeur ajoutée vs non-valeur ajoutée (VA/NVA), et encours (WIP). Le lead time mesure le temps entre « demande reçue » et « livré/facturé ». Dans beaucoup de PME, il est 10 à 50 fois plus long que le temps réellement travaillé.
Le VA (valeur ajoutée), c’est ce que le client paie volontiers : usiner la pièce au bon diamètre, traiter un ticket support utilement. Le NVA (non-valeur ajoutée), c’est l’attente, les transports inutiles, les doubles saisies. En langage lean management, on parle aussi de gaspillages (muda).
Et puis il y a le nerf de la guerre : le goulot d’étranglement. C’est l’étape dont la capacité limite tout le reste. Si vous gagnez 10 minutes ailleurs mais que le goulot ne bouge pas, votre délai global bougera peu. Frustrant, oui… et parfaitement logique.
VSM vs flowchart/BPMN : description des étapes ou pilotage performance
Un flowchart ou un diagramme BPMN décrit surtout « qui fait quoi après quoi ». C’est utile pour clarifier un processus ou écrire une procédure. Mais si votre problème est « on livre en retard », ce niveau peut rester aveugle aux attentes entre étapes.
La VSM ajoute une couche opérationnelle : combien on attend dans chaque file, combien on a en encours, quel est le temps de cycle par poste. Elle permet aussi de comparer au takt time (rythme demandé par le client) pour savoir si votre système tient la cadence. Dit autrement : un flowchart raconte l’histoire ; une VSM affiche les compteurs sur le tableau de bord.
Une VSM se lit souvent comme une route avec des embouteillages. Les stocks et WIP sont vos bouchons, les validations sont vos feux rouges. Votre travail consiste à fluidifier, sans créer d’accidents qualité.
Quand sortir la VSM (et quand c’est une perte de temps)
La vraie question n’est pas « est-ce qu’on fait du lean ? ». C’est plutôt : « est-ce qu’on a un problème de flux mesurable ? ». Si la douleur est réelle et répétée, la VSM devient un levier très concret.

Signaux terrain : délais qui explosent sans hausse de charge, WIP qui gonfle
Premier signal : vos délais augmentent alors que vos volumes restent stables. On dirait un embouteillage sans hausse du trafic. Souvent, la cause est une variabilité mal gérée (lots irréguliers), des priorités floues ou des attentes cachées.
Deuxième signal : l’encours grimpe partout. Ça se voit en atelier (piles entre postes) comme dans les services (files dans l’outil support/ADV). Beaucoup se rassurent en se disant « on est productifs, on remplit les files ». En réalité, vous transformez du temps en stock… puis du stock en stress.
Troisième signal : un taux de service instable (OTIF côté chaîne logistique, ou respect des SLA côté services). Un jour tout passe, le lendemain tout brûle. Quand ça oscille ainsi, il y a presque toujours un goulot mal piloté, entouré de trop de WIP.
Cas d’usage typiques en PME/ETI : industrie et services
En industrie et lean manufacturing, la cartographie des flux sert classiquement à analyser un atelier ou une ligne, avec TRS/TPM en toile de fond (disponibilité machine). On relie les cycles machines et opérateurs aux stocks intermédiaires, puis aux règles d’ordonnancement qui créent ou résorbent les files.
En chaîne logistique, elle aide à comprendre où se fabriquent ruptures et surstocks : réception fournisseurs, préparation de commandes, expédition. Le sujet n’est pas seulement le transport. Très souvent, ce sont les informations amont/aval qui déclenchent trop tard… ou trop tôt.
En services, la VSM fonctionne aussi très bien : intégration client B2B, traitement devis-commande-facture (« order-to-cash »), support technique niveaux 1-2-3. Dans ces processus tertiaires, l’essentiel du lead time vient presque toujours des files d’attente entre équipes et des reprises dues aux erreurs amont.
Définir le bon périmètre pour éviter une carte ingérable
Une VSM devient vite illisible si vous cartographiez « toute l’entreprise ». Prenez plutôt une famille homogène : même gamme produits ou même parcours client-type. Fixez un début et une fin clairs (exemple order-to-cash : commande reçue → facture payée).
Choisissez aussi une granularité raisonnable. Si vous descendez au niveau micro-tâches (« ouvrir un courriel », « renommer un PDF »), vous noyez l’analyse dans les détails. Restez au niveau d’étapes stables, avec des règles claires et des transferts identifiables.
Enfin, nommez un sponsor décisionnaire dès le départ. Sans arbitrage rapide sur les priorités et des standards communs entre équipes, vous aurez une jolie carte… et zéro changement lundi matin.
Méthode pas à pas : construire une VSM de l’état actuel (avec symboles, données et calculs)
L’objectif est simple : produire une carte lisible et quelques calculs incontestables pour pointer où agir. Pas besoin d’un modèle parfait, mais d’un état actuel suffisamment solide pour déclencher des décisions. La précision se raffine ensuite.
Observation terrain (gemba), collecte par poste puis dessin des flux
Commencez au gemba, là où ça se passe vraiment. Suivez une commande réelle à travers votre processus, comme un colis suivi jusqu’à la livraison. Sauf qu’ici, vous notez chaque arrêt inutile : files d’attente, retours qualité, informations manquantes.
Collectez ensuite les données par étape : temps de cycle moyen (CT), disponibilité et capacité réelle sur la plage horaire utile, taux de défaut et de reprise, taille des lots, fréquence des changements de série en production, règles de priorité côté service/ADV. Ne cherchez pas la précision scientifique dès le premier jour : visez une cohérence terrain et des ordres de grandeur fiables.
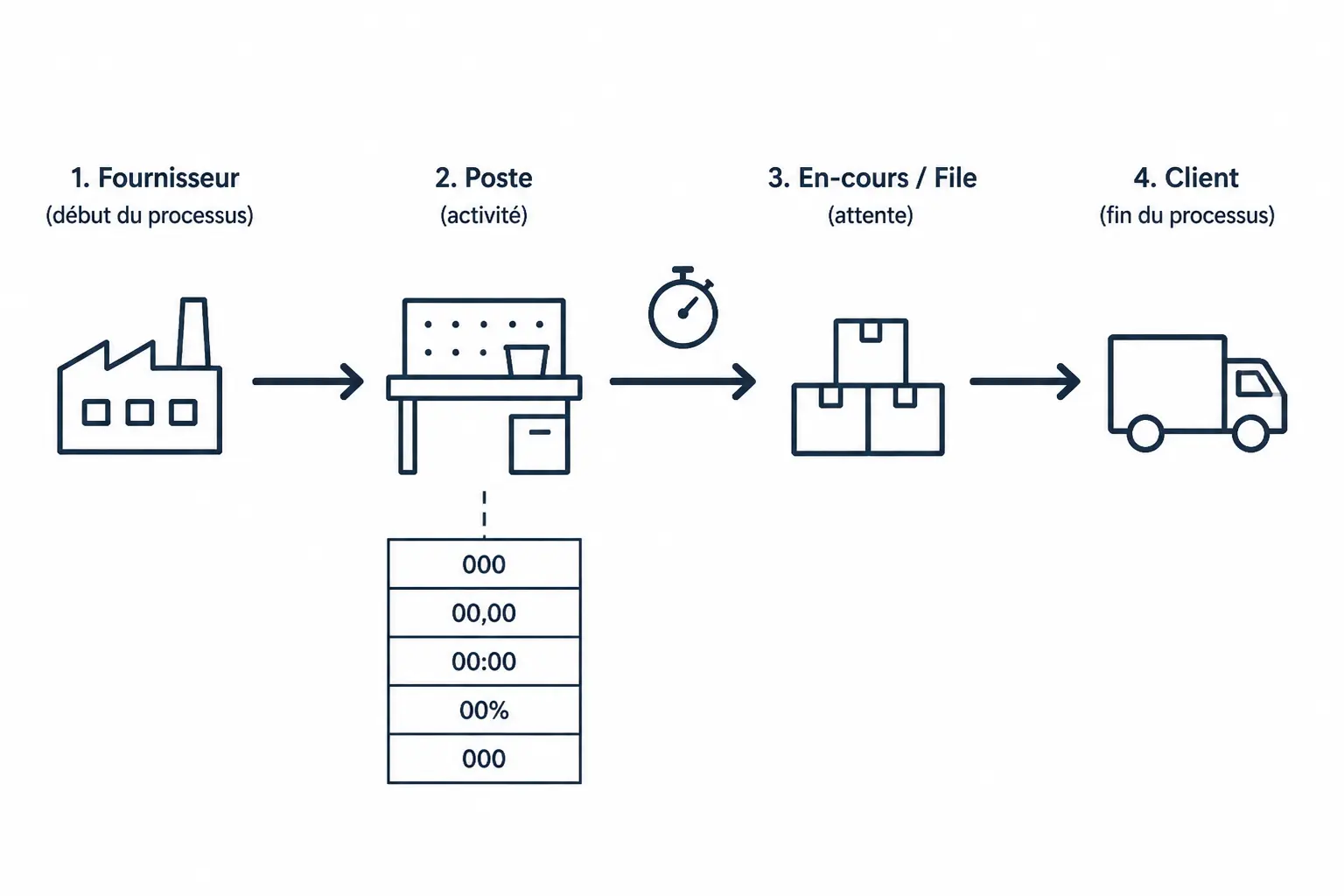
Puis dessinez : fournisseurs à gauche, client à droite, boîtes de processus au milieu, triangles de stock/WIP entre étapes, flèches matière et information séparées. Un outil simple suffit, et le papier A3 au mur reste souvent le plus rapide. La carte doit se lire d’un coup d’œil : où ça s’accumule, où l’information déclenche, où ça repasse deux fois.
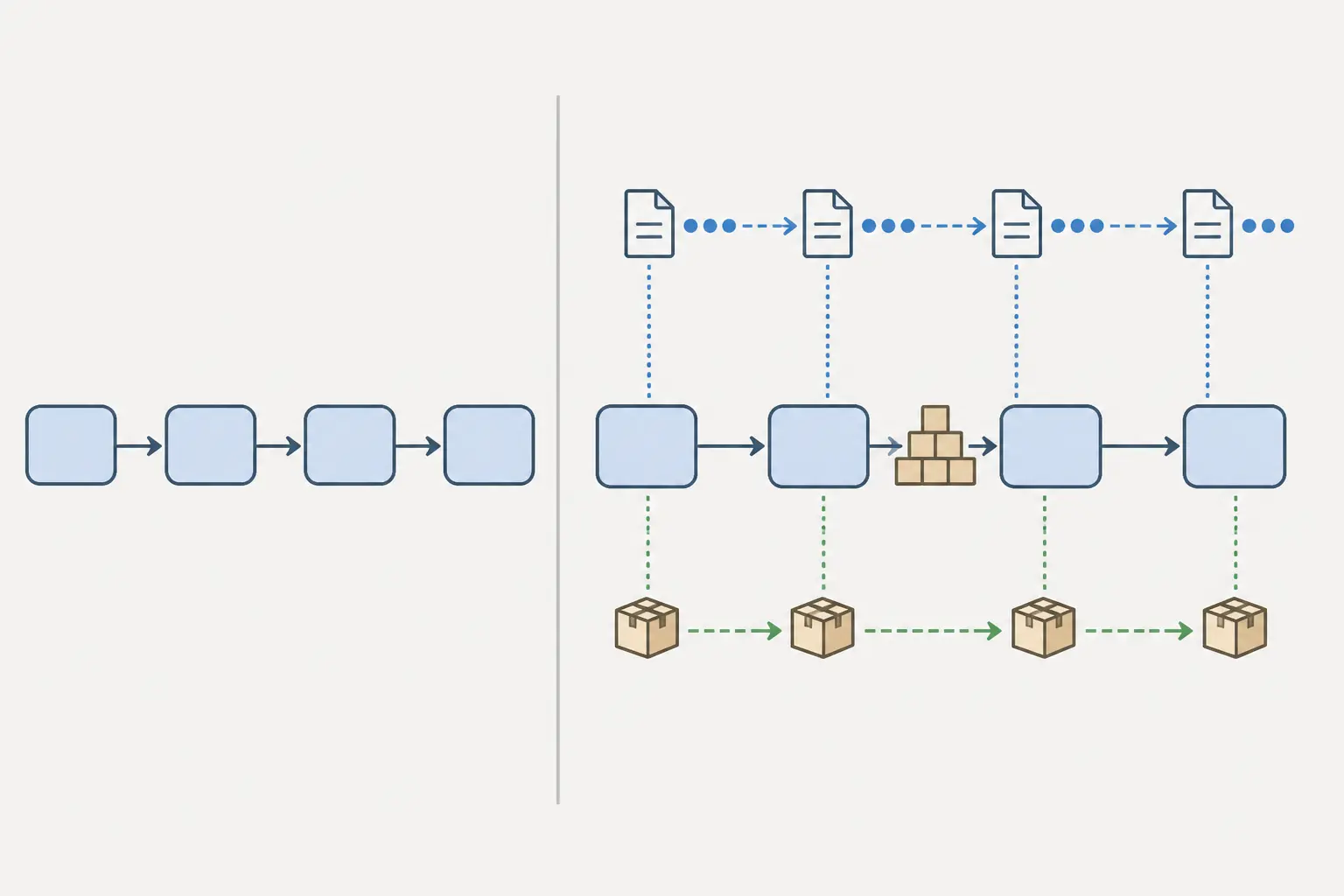
Standard minimal des symboles VSM et règles de lecture
Le piège classique est d’inventer ses symboles. Gardez un standard simple : boîte = étape de processus ; triangle = stock/WIP ; flèche pleine = flux matière ; flèche pointillée = information ; chronologie en bas = ligne du temps avec VA/NVA. Ajoutez une légende courte, sinon chacun comprend autre chose.
Pensez aussi aux boucles. Une boucle d’information peut être quotidienne (« planning envoyé chaque matin ») ou événementielle (« kanban quand le stock minimum est atteint »). Ces boucles expliquent souvent mieux les comportements réels que n’importe quel discours : si on lance par lot chaque lundi, ne soyez pas surpris par les montagnes russes mercredi et jeudi.
Enfin, mettez vos hypothèses noir sur blanc. Par exemple : « CT mesuré hors micro-arrêts » ou « WIP compté à 10 h mardi ». Sinon, vous passerez trois heures à débattre de détails secondaires au lieu d’attaquer les gros bouchons.
Checklist structurée des données à relever (+ tableau terrain)
Si vous ne relevez que les étapes, vous obtiendrez… un flowchart. Pour faire une vraie cartographie des flux, il faut capter le temps, la capacité, la qualité, les lots et l’encours. C’est là que ressortent les muda : attente, transport inutile, sur-traitement, reprises.
Vous vous demandez quoi noter, concrètement ? Voici mon minimum viable pour obtenir des décisions actionnables.
| Donnée | Comment la relever | Unité | À quoi ça sert |
|---|---|---|---|
| Temps de cycle (CT) | Chronométrage sur plusieurs cas | Minutes/unité | Comparer au takt time |
| Temps d’attente | Horodatages entrée/sortie de file | Heures/jours | Expliquer le lead time |
| Encours / WIP | Comptage physique ou tickets ouverts | Unités/dossiers | Voir où ça s’accumule |
| Taux qualité / reprises | Pourcentage de retours / corrections | % | Chiffrer les pertes cachées |
| Taille de lot / fréquence de lancement | Observation du planning réel | Unités / semaine | Comprendre la variabilité |
| Disponibilité/capacité réelle | Temps utile × effectif ou machine disponible | Heures/jour | Identifier la contrainte |
Après ce relevé, faites valider rapidement par ceux qui font. Pas besoin d’un comité : dix minutes au poste suffisent pour éviter les chiffres « au doigt mouillé ». Et gardez une trace datée, car vos métriques évolueront dès que vous changerez des priorités ou des standards.
Interprétation chiffrée : ratio VA/NVA, takt time et effet WIP
Calculez d’abord votre ratio VA/NVA. Exemple concret : lead time total de 12 jours ouvrés, somme VA mesurée de 2 h 30. Votre ratio VA est donc très bas (moins de 3 %), ce qui est courant dans beaucoup de chaînes administratives ou logistiques. Ce n’est pas un jugement moral : c’est un indicateur de recherche, qui pointe vers les attentes, les files et les retours.
Ensuite, comparez capacité et takt time. Le takt time = temps disponible / demande client sur la période. Si vous avez 7 h utiles par jour (420 minutes) et 60 unités demandées par jour, le takt est d’environ 7 minutes par unité. Toute étape avec un CT supérieur à 7 minutes devient suspecte, et peut être goulot selon la disponibilité réelle et le mix produit/service.
Enfin, regardez l’effet du WIP sur les délais. Plus il y a d’encours avant un poste, plus on crée mécaniquement de l’attente et une priorisation « au feeling ». On entend alors : « on ne sait plus quoi traiter en premier ». C’est rarement un problème humain ; c’est le symptôme d’un WIP trop élevé, sans règle de tirage claire.
Pour approfondir les enjeux de l’analyse de la valeur dans votre entreprise, consultez notre article sur l’analyse de la valeur : méthode, étapes et exemple utile.
De la carte au plan d’action : état futur, priorisation et premier lundi matin
Une fois l’état actuel posé, l’enjeu est d’imaginer un état futur réaliste, puis d’exécuter petit mais vite. La carte n’a de valeur que si elle déclenche du mouvement. Et ce mouvement doit se voir dès les premières semaines.
Construire l’état futur : réduire attentes, lisser, clarifier pull/kanban et qualité
L’état futur vise trois choses : moins attendre, moins varier, moins reprendre. Commencez par supprimer des attentes triviales : validation regroupée deux fois par semaine, passage à une validation quotidienne ; transfert physique inutile, création d’un point de dépôt clair ; double saisie, suppression d’un champ qui ne sert à rien. Ce sont des micro-feux rouges, mais additionnés, ils fabriquent l’embouteillage.
Ensuite, mettez du tirage quand c’est possible. Le tirage signifie déclencher selon la consommation aval, via des seuils simples de type kanban. En PME, je préfère démarrer léger : deux niveaux mini/maxi visibles, plutôt qu’un système parfait que personne ne tient.
Placez aussi la qualité au bon endroit. Un contrôle trop tardif crée des retouches coûteuses et du WIP « sale ». Mieux vaut sécuriser tôt, là où l’erreur fréquente apparaît, quitte à simplifier le contrôle final.
Enfin, pensez standardisation et management visuel. Un standard court bat mille consignes orales. Quand chacun traite différemment, votre lead time devient imprévisible, et donc invendable côté promesse client.
Prioriser impact/effort avec critère chiffré lié au goulot
La carte fait surgir beaucoup d’idées. Mais tout faire, c’est souvent ne rien faire. Priorisez avec une logique impact/effort, puis ajoutez un critère chiffré relié au goulot : minutes gagnées au poste contraint, baisse du WIP devant lui, hausse du taux de service hebdomadaire.
Exemple : si votre goulot traite 40 dossiers par jour, gagner 1 minute par dossier libère environ 40 minutes par jour. C’est presque 10 % d’une journée opérateur. À l’inverse, gagner 1 minute dans une étape non contrainte peut n’avoir aucun effet visible tant que la file aval reste saturée.
Décidez ensuite du format de chantier. Un kaizen court (2 à 5 jours) suffit souvent pour tester et stabiliser. Un projet plus long se justifie si un investissement machine ou système d’information est nécessaire. Gardez toujours une expérimentation rapide possible, sinon tout part « à plus tard ».
Relier leviers lean concrets : SMED, standardisation, juste-à-temps et boucles d’information simples
Quand le changement de série prend trop longtemps, SMED aide. L’objectif est opérationnel : réduire le temps de changement et rendre possibles les petits lots, donc moins de WIP et moins de délais. La logique existe aussi côté service : réduire le « temps de mise en route » d’un dossier via des listes de contrôle et des modèles standardisés.
TPM et TRS peuvent soutenir côté machines. Si la disponibilité chute, votre CT théorique ment, et vos promesses client deviennent fragiles. Attention toutefois aux outils lourds : si votre vrai problème est la priorisation et les files administratives, ce ne sera pas votre premier levier.
Le juste-à-temps et le management visuel marchent très bien ensemble. Un tableau simple affichant le WIP maximum autorisé, avec des règles claires quand le seuil est dépassé (« stop lancement amont », « renfort », etc.), change vite les comportements. Vous verrez rapidement si votre organisation tient sans héroïsme permanent.
Passer du diagnostic au mouvement dès lundi matin
Une cartographie des flux bien faite rend visibles les attentes cachées plus sûrement qu’un reporting mensuel poli sous Excel. Posez votre état actuel simplement, avec quelques mesures fiables, puis ciblez le goulot et le WIP. Choisissez ensuite une à deux actions concrètes dans l’état futur, et mesurez chaque semaine via le lead time et le taux de service.
Si vos chiffres bougent vite dans le bon sens, vous saurez que ce n’était pas « un problème compliqué ». C’était surtout un embouteillage mal éclairé.
[1) En trois indicateurs bien choisis, vous pouvez voir en une semaine si votre croissance vous enrichit… ou vous épuise.] [2) Si votre CAC est de 120 € et que votre marge brute par client est de 60 €, il vous faut au moins deux achats pour rentrer dans vos frais, sinon chaque nouvelle vente creuse la trésorerie.] [3) Et une fois la rentabilité cadrée, le sujet suivant devient presque évident : où se perd le temps dans votre cycle de vente ?]
La gestion des appels entrants est essentielle pour optimiser les flux. Découvrez nos conseils sur la gestion des appels entrants et les indicateurs utiles.
Foire aux questions
Qu’est-ce que la cartographie des flux et à quoi sert-elle ?
La cartographie des flux est une représentation visuelle qui montre l’ensemble des étapes, stocks et échanges d’informations dans un processus. Elle permet d’identifier précisément où se créent les retards, les files d’attente ou les goulots d’étranglement pour agir efficacement sur les délais et la qualité.
Comment différencier une cartographie des flux d’un simple flowchart ?
Un flowchart décrit les étapes et responsabilités sans mesurer les temps d’attente ou les stocks. La cartographie des flux intègre ces données clés, comme le lead time, le WIP et les temps de cycle, offrant une vision opérationnelle qui aide à piloter la performance et non seulement à décrire le processus.
Quels sont les principaux indicateurs à relever lors d’une cartographie des flux ?
Les indicateurs essentiels sont le lead time (temps total de traitement), le ratio valeur ajoutée/non-valeur ajoutée, le WIP (encours) et la capacité des étapes. Ces mesures permettent de repérer les gaspillages, les files d’attente et surtout le goulot d’étranglement qui freine tout le système.
Quand est-il pertinent de réaliser une cartographie des flux dans une entreprise ?
C’est utile dès que les délais s’allongent sans augmentation de charge ou que les encours s’accumulent sans raison apparente. Ce diagnostic visuel aide à comprendre les causes cachées des retards et à prioriser les actions pour fluidifier le processus.
Comment choisir le périmètre à cartographier pour éviter une analyse trop complexe ?
Il faut se concentrer sur une famille homogène de produits ou un parcours client clair, avec un début et une fin bien définis. Une granularité trop fine noie l’analyse, alors qu’un périmètre ciblé facilite la prise de décision rapide et efficace.
Quelles sont les premières étapes pour construire une cartographie des flux fiable ?
Commencez par observer le terrain et suivre un cas réel pour noter chaque attente et reprise. Ensuite, collectez des données simples mais cohérentes sur les temps de cycle, les stocks et la qualité, puis dessinez la carte avec des symboles standards pour rendre visible les points de blocage.